在机加行业,钻头钻孔孔深达到或超过15×D时我们就称为深孔加工了,枪钻能加工甚至更深的孔.枪钻加工的孔有更高的表面光洁度,同轴度和直线度.
近年来,带内冷的钻孔刀具越来越普及.冷却液也能及时有效地被输送到被加工部位.这大大提高了钻头,丝锥等刀具的寿命,降低了崩刃和断刀的概率.目前市场上的内冷刀具都能使用较高压力故也能加工较深的孔.枪钻可在加工中心,车床等设备上使用. 该工艺在机加行业也已越来越普及.
注!!!所有的枪钻在加工过程中必须要有支引导孔或钻套支撑。枪钻在没有支撑的情况下不能全速旋转。
在普通机床上使用枪钻
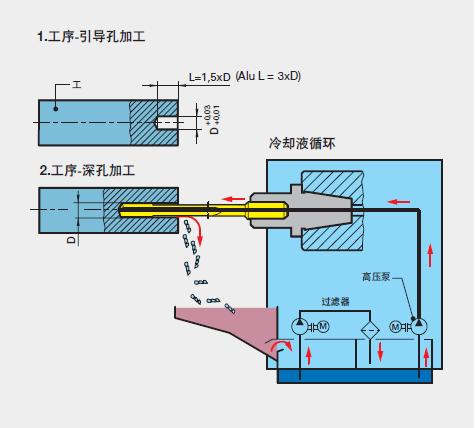
在普通设备上使用枪钻的步骤为:
?引导孔的加工(公差H8).低转速快进给地进入到引导孔内,一般n=200rev./min, F=500mm/min. 钻深超过40XD时,要求枪钻反转进入引导孔。
?打开冷却液同时提升转速.
?按照正常的切削参数一次性加工到要求深度.
?加工到预定深度后关闭冷却液.
?停转并快速退刀.
建议:
? 在加工深度超过40×D时我们推荐用两支或更多枪钻由浅到深来加工
?枪钻长度超过40×D时,要求枪钻反转进入引导孔.
?在加工长屑材料时我们建议选用排屑槽抛光的枪钻.
?单刃枪钻加工长屑铝时我们建议选用平头(180°)带冷却倒角的头部形式.
? 加工Si含量<1%的铝合金,如,分段提速,最终速度Vc>160m/min.另外,要求约3XD的预钻孔。
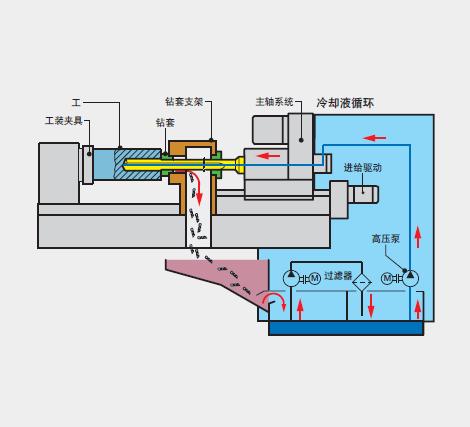
在专机上使用枪钻
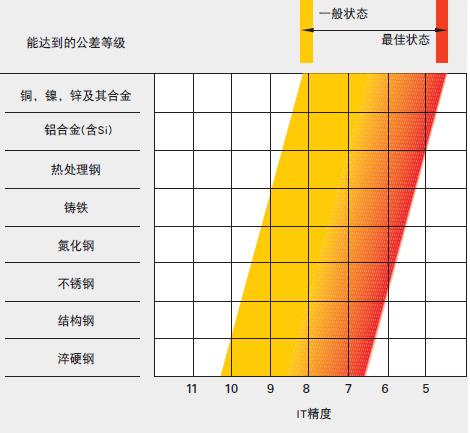
单刃枪钻的精度
基本公差
单刃枪钻加工的孔能达到一个较紧的基本公差,因其切削刃不对称,加工时的径向切削力只能通过侧面支撑条的反作用力而抵消,而不象麻花钻径向切削力几乎为零故而易导致孔径偏大
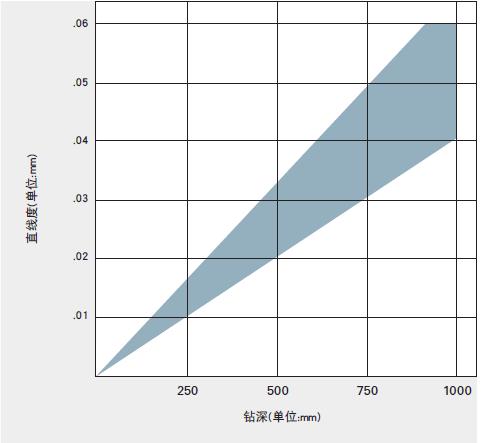
直线度
因为焊硬质合金枪钻是把高精度的硬质合金头部焊在韧性极好的钢管上,故孔能达到一很高的直线度.然而,工件材料及其它不利因素都会影响到孔的精度.
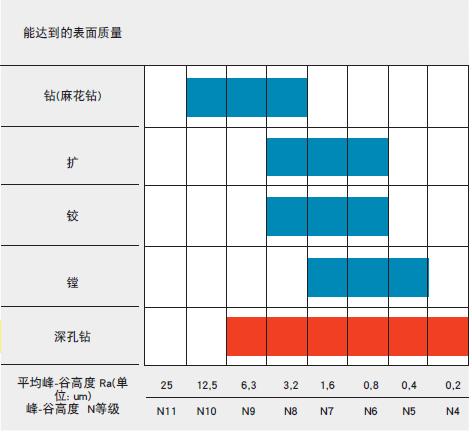
表面质量
加工时的径向切削力通过支撑导条而作用在孔壁,可使孔表面因挤压作用而更加光亮.故支撑导条和孔壁之间的润滑就非常重要.润滑越好,孔表面光洁度就越高.
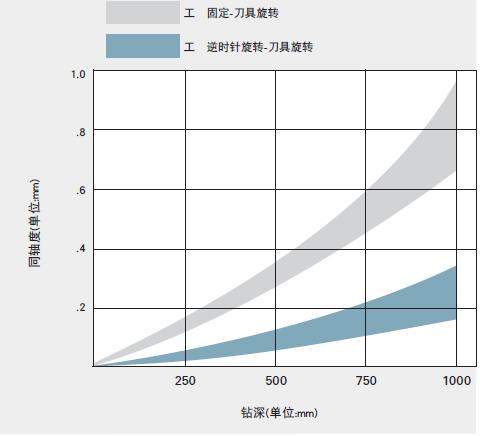
同轴度
例如当用麻花钻加工孔时,钻尖的修磨质量(对称性)直接影响着孔的同轴度.而单刃枪钻其不对称的径向切削力,使侧面支撑导条始终紧贴在孔表面,从而确保能达到很高的孔的同轴度.
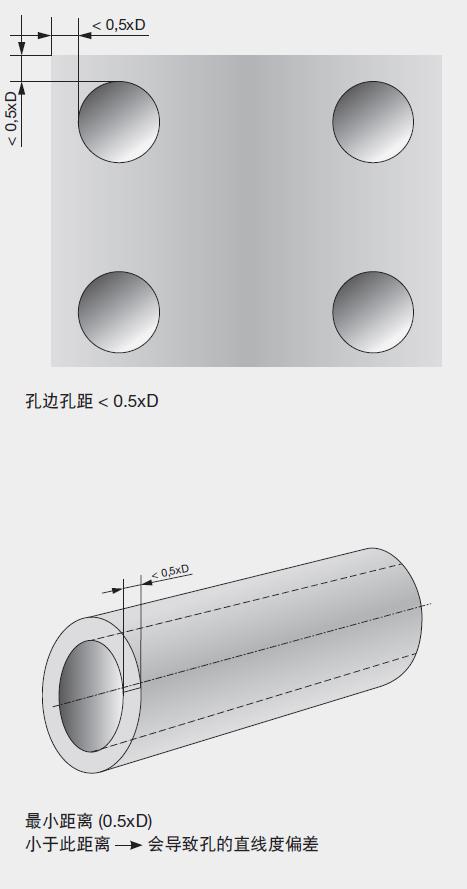
孔直线度偏差

如若转载,请注明出处:https://www.haowenren.com/5355.html
相关推荐
-
新闻大事件,全球新闻大事件?
第一大事件:#中国政府向巴勒斯坦提供紧急人道主义援助# 2023年10月16日,国家国际发展合作署新闻发言人徐伟宣布,中国政府正在向联合国近东巴勒斯坦难民救济和工程处以及巴勒斯坦民…
-
退休教师欢送会主持词(退休教师欢送会主持词和流程)
近日,我们学校举行了一场隆重的退休教师欢送会。这是一次既充满感恩和美好回忆的聚会,也是一次满怀深情和告别的仪式。作为新一代教师和学生代表,我将为大家细致呈现整个欢送会的主持词和流程…
-
亚洲性爱论坛(花蝴蝶新社区720)
在互联网的时代,性爱话题一直是人们津津乐道的热门内容之一。各种论坛、社区纷纷涌现,以满足人们对性爱讨论的需求。而今天,我们将带您进入一个全新的亚洲性爱论坛:花蝴蝶新社区720。 花…
-
起重作业(起重作业十不吊)
起重作业:十不吊引发工伤新警示 起重作业是工程建设中必不可少的一项重要工作,然而,由于操作不当或安全意识不强等原因,起重作业往往容易引发工伤事故。为了加强对起重作业的安全管理和监督…
-
节目策划案,综艺节目策划案
1. 十年如一日的公务员生涯在政府机关工作十年,我见证了许多改革与发展。这篇记叙文将回顾我公务员生涯中的挑战、收获和成长。 4. 与同事的默契与合作在政府机关,我有幸结识了许多优秀…
-
小学校运会广播稿300字,小学校运会广播稿300字左右!
学校准备了两个月的乡运动会终于要召开了,在没有任何娱乐的九十年代初,那可是人人欢欣鼓舞的,这天早晨,也就四点钟,丽华就穿着隆重地,来到学校,嘿!她早,还有比她更早的呢,只见在学校的…
-
责任书模板(安全责任书模板)
安全责任书模板及其重要性 随着社会的发展,安全问题成为人们越来越关注的焦点。无论是在家庭、学校还是工作场所,都需要有一套有效的安全措施来保障每个人的生命安全和财产安全。在此背景下,…
-
斯螽是什么意思,斯孬是什么意思
早春的后园小道上,背手捋须缓步而行的唐振,在听到螽斯的声声鸣唱后,终于舒展了紧皱的眉头,他想到要给自己新出生的孙儿取个什么名字了,于是步履轻快地转身回房。 螽斯 转眼间,孙…
-
建筑工地实习报告,建筑工程工地实训报告!
毕业于2010年夏天,七月份, 已经毕业12年了,确切地说是12年4个月; 一所本科院校的专科毕业,土木建筑学院,专业不是土木工程,是建筑工程技术; 毕业那年也是世界杯,不是卡塔尔…
-
幼儿园规章制度(幼儿园规章制度名词解释)
幼儿园规章制度及其重要性 幼儿园规章制度是幼儿园管理的重要组成部分,它是为了保障幼儿的健康成长、促进园所的有序运行而制定的一套规则和制度。它涵盖了幼儿园内部的各项规定和准则,旨在培…