
常见不锈钢材料与碳钢焊接工艺已经非常成熟,但双相钢S22053相对使用较少。众所周知,不锈钢利用氩弧焊焊接是非常有优势的,特别是打底焊,可但该公司焊工还没有取得这方面的资格,根据公司焊工所取得压力容器焊接资格,只能采用手工气体保护焊打底、填充和盖面。
根据压力容器及特种设备检验研究院的要求,制定了预焊工艺规程,并制作了试件,进行了力学性能、弯曲等试验,经过两次试验,终于获得了合理的焊接参数,最终顺利完成了一台广西某化工行业用的加压过滤机。


1. 焊接工艺试验过程
(1)焊接人员资质 S22053为双相钢,在承压设备焊接工艺评定(NB/T47014—2011)中承压设备用母材分类分组规定其类别号为F-10H,从事操作的焊工应具有相应的资格,该企业焊工持证项次中有SM***W-FeⅣ-1G-12-Fef4J,符合要求。
(2)焊接设备及材料 焊接设备选用ZX7-400s逆变式直流焊机,此焊机具有引弧电流可调,温度保护功能,母材选用Q345R碳钢(GB713),厚度6 m m及双相钢S 2 2 0 5 3(GB24511),厚度6mm的试件,焊材选用E2209焊条,其化学成分及常温力学性能如表1~表3所示。
(3)制定焊接试板评定任务书 根据两种母材材质、承压设备焊接工艺评定(NB/T47014-2011)及本公司现有焊接资质,采用手工气体保护焊,试件母材开单边V形坡口,分解为拉伸、弯曲试样,分别为2件、4件;弯曲分为面弯和背弯各两件。
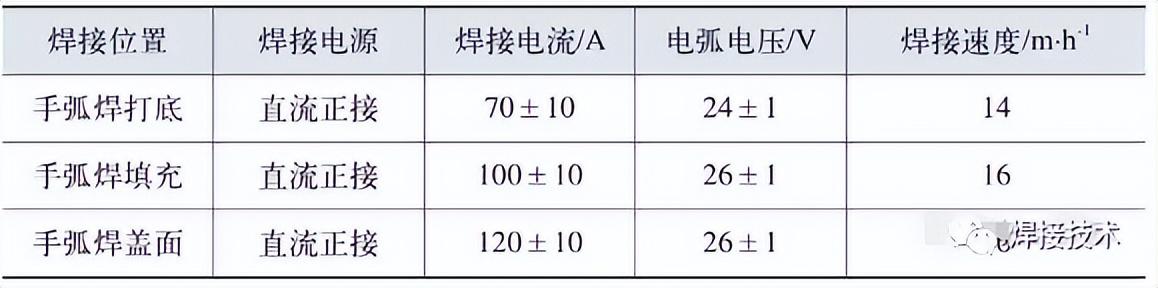
(4)制定预焊工艺规程(pWPS) 根据公司制定焊接评定编号,本次评定编号为pWPS-32。焊条型号采用E2209,规格为φ2.5mm、φ3.2mm,利用φ2.5mm焊条打底,φ3.2mm焊条填充盖面,单面焊双面成形。坡口形式如图1所示,其焊接参数如表4所示, 焊前将焊件近焊缝区20mm范围内的表面浮锈及油污仔细清理干净。
表 1 Q345R钢(GB3274)化学成分(质量分数) (%)

表 2 S22053钢(GB963)化学成分(质量分数) (%)

表3 E2209 焊条化学成分(质量分数) (%)

2. 结果分析
焊接完成自然冷却24 h后,进行RT100%探伤,按NB/T47013.2—2015标准,在Ⅲ级合格的基础上进行性能测定,将试件制作成试样,拉伸两件,面弯两件,背弯两件。
(1)试验方法 拉伸试验按照GB228规定,弯曲试验按照GB232规定,其结果如表5所示。
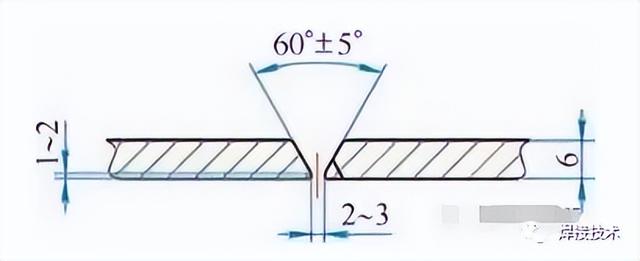
图1 坡口形式

图2
表4 对接接头焊接参数

表5 拉伸、弯曲试验结果

(2)弯曲裂纹原因分析 弯曲试样裂纹如图2所示。从图2可以看出,裂纹均出现在靠近Q345R钢的热影响区,母材S22053属于双相钢,Q345R是碳钢,焊条E2209含碳量较低,具有较好的焊接工艺性及抗热裂纹的性能,焊材没有问题。S22053是奥氏体型与铁素体型双相不锈钢,从成分及物理性能与Q345R比较看,Cr的含量较高导致热导率、线膨胀系数等方面差别大,在焊接熔池里,液体组织流动速度不一致,在靠近Q345一侧液体母材流动速度较慢,不充分与熔化的填充金属、熔化的S22053母材充分混合,再加上奥氏体中的不饱和氢容易从扩散系数大的Q345R钢一侧逸出,扩散后,Q345R一侧产生脱碳层,另一侧产生增碳层,所以在Q345R钢一侧熔池边缘,容易形成固态和脆性马氏体组织。
3. 重新制定预焊工艺规程
根据以上分析,要获得良好的焊缝组织结构,必须改变焊接参数,为获得晶粒较小组织,必须将焊接电流调小,提高焊接速度,降低层间温度,采用微摆的焊接方法,以增强他们之间的熔合,焊后用石棉保温,以降低其冷却速度,尽量减少形成马氏体组织。焊接参数如表6所示。
表6 修改后对接接头焊接参数
4. 试验结果
焊接完成保温24h后,按NB/T47013.2—2015标准进行RT100%探伤,在Ⅲ级合格的情况下,同样做了面弯和背弯试验,没有出现裂纹,试验合格。通过本次试验结果表明,异种材料双相钢S22053与碳钢Q345R的焊接采用合理的工艺参数和焊接方法以及措施是能满足工程需要的。该工艺已经成功应用于一台广西某化工行业用的加压过滤机。

如若转载,请注明出处:https://www.haowenren.com/5188.html
相关推荐
-
营销战略,营销战略策划与营销战术策划之间的关系
4. 积极参与公众互动现如今,社交媒体的普及和发展为政府机关的营销提供了新的机会和平台。政府机关可以积极参与公众互动,与公众进行在线沟通和互动。可以在社交媒体平台上发布政策信息,回…
-
幼小衔接培训心得(幼小衔接培训心得体会)
作为一名幼师,参加了幼小衔接培训并亲身体验了其中的收获和感悟。在这篇文章中,我将分享我的幼小衔接培训心得和体会,以及如何打通幼小教育的桥梁。 首先,我深刻认识到幼小衔接教育的重要性…
-
双减政策的意义,双减政策的意义何在
1. 什么是双减政策 双减政策是指国家针对当前我国经济形势和社会状况,通过减税降费和减轻企业负担的政策措施。其中,减税降费主要是减少企业在税负方面的负担,以促进企业发展和激发经济活…
-
英文招聘广告模板,英文招聘广告模板图片
28年前,美国电子商务公司亚马逊公司发出了第一份招聘广告。在过去的28年里,亚马逊发展成了美国最大的网络商务公司,价值一万亿美元。有这样一个背景,当年亚马逊的第一份招聘广告,显得意…
-
党务公开内容(党务公开内容清单)
党务公开内容(党务公开内容清单)的重要性与实施路径 党务公开是指党的机关、党的干部和党员按照规定向党员、群众公开党的工作、党的事务和党的信息的一种制度和行为。党务公开内容清单则是规…
-
验收单怎么写,工程验收单怎么写
1 验收单的定义和作用 验收单是一种规范化的文件,用于确认接受方是否满足了合同或要求的要求。它在实施合同中起到了非常重要的作用,不仅能够保障各方的合法权益,还能够提高工作效率和质量…
-
干部推荐材料,提任干部推荐材料
在市政府办公厅的工作中,我成功协调解决了一些重大的紧急事件,保证了市政府的正常运转。我还积极推动了市政府各项工作的创新和改革,提高了工作效率和服务质量。 4. 个人特质作为一名公务…
-
家长反馈怎么写,家长反馈怎么写初中生
1. 家长反馈的意义 作为一位公务员,我深知家长反馈对于教育工作的重要性。家长是孩子成长过程中的重要参与者,他们的反馈不仅能够帮助我们了解孩子的情况,还能指导我们改进教育方法和学校…
-
党校培训总结2020,党校培训总结范文
1. 为什么要参加党校培训学习 2. 党校培训学习的收获与体会 3. 党校培训学习的实践应用 4. 党校培训学习的启示和建议 5. 结束语 通过参加党校培训学习,我深刻认识到了党校…
-
合伙协议书范本_四人,合伙协议书范本二人!
【基本案情】 童某葵为石河子市西域果香干果商行业主,其与王甲平共同经营该商行。2017年10月9日,王甲平、童某葵和高某里、张某娟签订合伙协议,约定:王甲平、童某葵以店内货物、吐鲁…